بهترین رنگ برای آبکاری pvd چیست؟ رنگ آمیزی آبکاری به روش خلا به چه صورت است؟ برای ایجاد طیف های رنگی مختلف به روش PVD، رسوب لایه های نازک باید دارای استوکیومتری خاص (نسبت عناصر خاص در ترکیب) باشد. معمولاً یک فلز پایه انتخاب می شود و با یک گاز فعال واکنش می دهد تا یک ترکیب سرامیکی بسیار نازک ایجاد کند.
به عنوان مثال، پوششهای تیتانیوم معمولاً به رنگ نقرهای یا خاکستری هستند، اما افزودن نیتروژن برای تشکیل ترکیب نیترید تیتانیوم (TiN) یک رنگ طلایی خیرهکننده ایجاد میکند. همچنین، اگر مقدار کمی کربن به قلع اضافه شود تا کربنیترید تیتانیوم (TiCN) ایجاد شود، طیفی از رنگهای رزگلد ایجاد میشود.
هر نوع فلز پایه می تواند ترکیب رنگ های مختلفی را برای پوشش های PVD ایجاد کند، از خاکستری گرفته تا برنزی و آبی. از سوی دیگر، سایر عناصر پوشش اولیه تنها به ایجاد سایه های خاکستری محدود می شوند. این تفاوت یکی از دلایلی است که بیشتر فویل های تزئینی بادوام بر پایه تیتانیوم یا زیرکونیوم هستند. دلیل دوم این است که ترکیباتی که این رنگ های چشمگیر را ایجاد می کنند، از طرف دیگر ویژگی های بسیار خوبی در برابر سایش و مقاومت در برابر مواد شیمیایی دارند.
با استفاده از این پوششهای بادوام/تزیینی، صنعتگران میتوانند طیف گستردهای از رنگهای پوشش PVD را برای بسیاری از بافتهای مختلف زیرلایه اعمال کنند. تمام فیلم های رنگی تولید شده به روش PVD با بافت سطح زیرلایه مطابقت دارند، بنابراین بسته به بستر مورد استفاده، هر سطح پوشش داده شده ظاهر و احساس خاصی خواهد داشت. پوشش دادن یک زیرلایه براق باعث ایجاد یک روکش براق می شود، در حالی که استفاده از یک بستر با بافت خشن تر باعث ایجاد رنگی کدر و مات می شود.
ضخامت لایه در برخی از انواع پوشش های PVD (به عنوان مثال TiCN) برای تغییر رنگ متغیر نیست، اما برای برخی از عناصر اساسی دیگر رنگ پوشش به ضخامت آن بستگی دارد (بیشتر پوشش های اکسیدی). برای ایجاد یک رنگ یکنواخت در یک قسمت سه بعدی، در صورتی که رنگ پوشش به ضخامت بستگی داشته باشد (با این لایه های نازک، اثر تداخل لایه نازک رخ می دهد)، ممکن است به اصلاح سطح خاصی نیاز باشد.

انواع پوشش و رنگ بندی ها در صنعت آبکاری
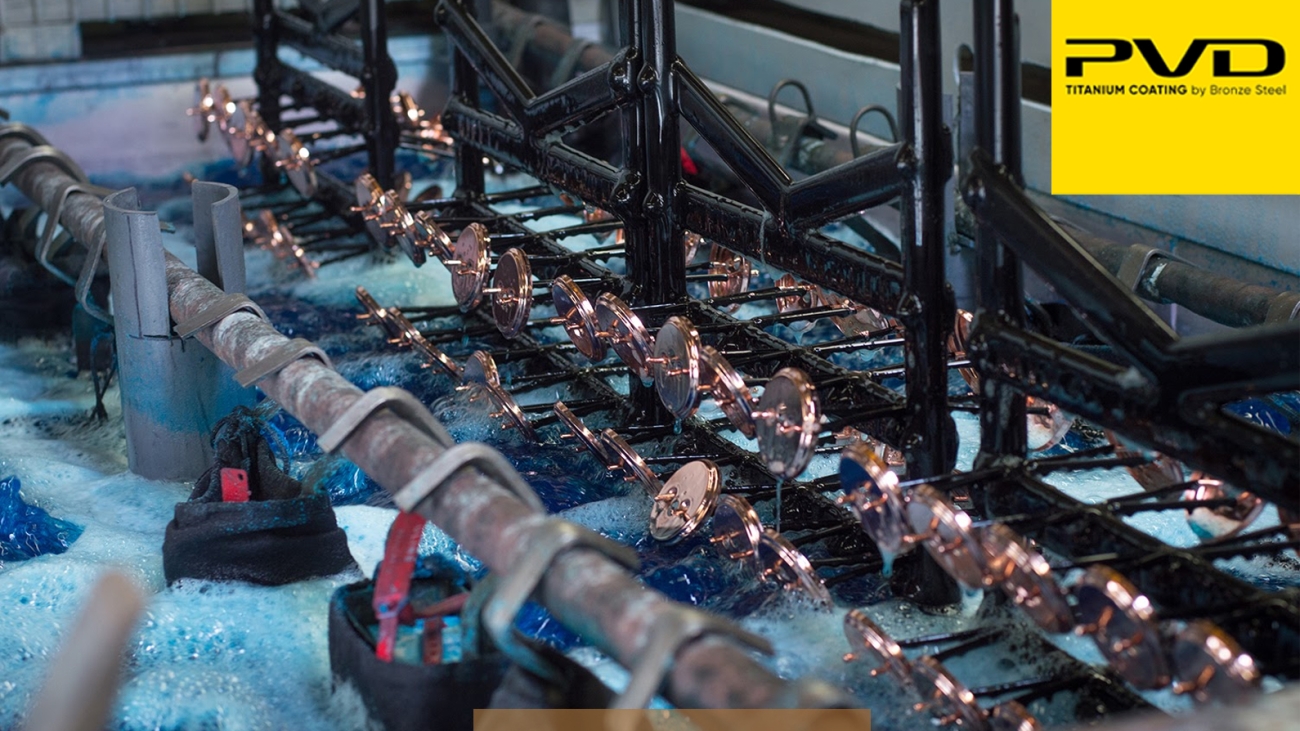
بادوام ترین نوع پوشش PVD (Physical Vapor Deposition) است. در این نوع آبکاری، پس از تصعید یا تبخیر تیتانیوم در شرایط خلاء، لایه های بسیار تمیزی بر روی سطح مورد نظر تشکیل می شود. اصول این نوع پوشش که روش های مختلفی دارد معمولا بر اساس اثرات فیزیکی است. البته واکنش های شیمیایی که می تواند در شرایط خاصی رخ دهد نیز در فناوری تجمع لایه های خاص رنگ استفاده می شود.
به زبان ساده، در حین پوشش PVD در محیط خلاء، یون های فلز تیتانیوم بر روی سطح شیرها رسوب کرده و لایه ای نازک اما بسیار سخت و مقاوم ایجاد می کنند. در واقع در طی این فرآیند تیتانیوم از جامد یا مایع به بخار تبدیل می شود. سپس این بخار با بار مثبت به سرعت یونیزه می شود و روی سطح دریچه که بار منفی دارد رسوب می کند. سختی تیتانیوم تقریبا 3 برابر فولاد است که باعث می شود پوشش PVD بسیار مقاوم باشد.
تنوع رنگی پوششهای PVD
تولید روکش های PVD در رنگ های مختلف یکی از وجوه تمایز این روکش ها می باشد که آن ها را برای هر سلیقه و منظوری جذاب می کند. این گزارش به بررسی این ویژگی می پردازد. پوشش های PVD را می توان در طیف وسیعی از رنگ ها تولید کرد. مواد هدف نیز می توانند بسیار متنوع باشند. از جمله این فلزات می توان به زیرکونیوم، تیتانیوم، کروم، آلیاژهای تیتانیوم-آلومینیوم و نیوبیم اشاره کرد.
در سیستم هایی با اهداف چند منظوره مختلف، امکان ایجاد پوشش های کامپوزیت از بیش از یک نوع فلز وجود دارد. پوشش های سرامیکی برای افزایش سختی و ایجاد رنگ آینه ای لایه ها ساخته می شوند. آنچه باعث سختی این پوشش ها می شود، تولید گازهای واکنش پذیر در طول فرآیند پوشش است. متداولترین گازهای واکنشپذیر شامل نیتروژن، متان یا استیلن برای تولید لایههای نیترید فلزی، کاربید فلزی و نیتروکربید فلز است.
گاهی از گاز اکسیژن برای تولید اکسید، نیتروکسید و غیره نیز استفاده می شود. این نوع فلزات را می توان در رنگ های خاصی (بسته به نسبت گاز به فلز و همچنین ساختار پوشش) تولید کرد. دمای فرآیند می تواند بر ساختار و چگالی پوشش و در نتیجه رنگ نهایی آن تأثیر بگذارد. برای ایجاد یک رنگ خاص و منحصر به فرد، تمام پارامترها از جمله جریان گاز، ولتاژ بایاس و دمای فرآیند باید دقیقاً کنترل شوند.
پارامترهای فرآیند برای هر فرمول (رنگ) در دستورالعمل هایی با مراحل مختلف فرآیند ذخیره می شوند. در طول فرآیند، تمام پارامترهای مربوطه به طور مداوم توسط یک سیستم کنترل خودکار کنترل می شوند. با حفظ پارامترهای مربوطه در دستورالعمل ها و کنترل و نظارت بر آنها در طی فرآیندها، می توان کیفیت پوشش را به خوبی بررسی کرد.
انواع پوشش ها در خلا
-
آبکاری
-
الکترواستاتیک
-
برنز
-
آنتیک
انواع رنگ های قابل استفاده در صنعت آبکاری پی و دی
فرآیند آبکاری یک فرآیند تولیدی است که در آن لایه نازکی از فلز سطح فلز دیگری را می پوشاند. پوشش فلزی مزایای بسیاری را برای محصولات ساخته شده از فلز و سایر مواد فراهم می کند. فرآیند آبکاری بیشتر توسط آبکاری انجام می شود که نیاز به جریان الکتریکی دارد.
- آبکاری نقره: پوشش (پوشش) سطح آلیاژ برنج با فلز نقره
- Nickel Plating: آبکاری (پوشش) سطح آلیاژ برنج با نیکل فلزی
- آبکاری طلا: آبکاری (پوشش) سطح آلیاژ برنج با طلای 24 عیار سوئیس با درجه خلوص 99.99 درصد.
- آبکاری رزگلد: پوشش (پوشش) روی سطح آلیاژ برنج به روش الکتروفورتیک
- آبکاری مس: پوشش (پوشش) سطح آلیاژ برنج با فلز مس
آبکاری الکترواستاتیک به چه صورت است؟
پوشش الکترواستاتیک یک فرآیند تولید است که از ذرات باردار رنگ پودری برای رنگ آمیزی موثرتر قطعه استفاده می کند. رنگ مورد نظر به صورت ذرات پودر ابتدا با روش های معمولی پاشش بر روی قسمت رسانا پاشیده می شود سپس با شارژ الکترواستاتیک قوی ساخته شده و برای ماندگاری طولانی در فر پخته می شود.
- برنز: محصولات موجود با نام برنز از آلیاژ برنج با کیفیت خاص است که روکش نشده و قطعات پس از ساخت برس خورده می شوند که باعث لایه لایه شدن سطح فلز و لایه جدید بسیار براق و طلایی می شود. این یک رنگ است و این شرایط با پوشش لاک کوره حفظ می شود.
- آنتیک: در روش عتیقه از مواد شیمیایی حاوی رنگدانه ها و ابزارهای ویژه برای اعمال پوشش و پیری استفاده می شود، سپس از یک لایه کشنده شفاف برای حفظ و ماندگاری روکش آنتیک استفاده می شود. عتیقه سازی و ساخت عتیقه به 2 روش تیره و روشن انجام می شود.

مدت زمان دوام پوشش های PVD
پوشش های تزئینی PVD بسیار بادوام هستند. مقاومت بسیار بالایی در برابر خوردگی و سایش دارند. با این حال، این پوشش ها خواص مقاومت در برابر سایش پوشش های ضخیم تر را ندارند. هدف اصلی استفاده از این پوشش ها ایجاد ظاهری فوق العاده خوب است و خواص مکانیکی در اولویت بعدی قرار دارد. ضخامت فیلم برای اکثر این پوشش ها کمتر از 0.5 میکرومتر است.
پوشش های رنگی PVD مقاومت خوبی در برابر سایش با سیم استیل ظرفشویی دارند. در آزمایش، ما یک صفحه پوشش داده شده با ZrN با ضخامت 0.4-0.5 میکرومتر را تحت یک آزمایش سایش سیم فولادی با چرخه 3000 دور قرار دادیم. وزن نیروی وارد شده به صفحه 1.7 کیلوگرم است. مفتول فولادی آسیبی به پوشش وارد نکرده است و با انجام بررسی های بیشتر از جمله آنالیز عنصری پروفیل عمق پوشش با استفاده از آزمون GDOES مشخص شد که هیچ آسیبی به پوشش وارد نشده است و پوشش مستحکم باقی مانده است و ممکن است چرخه های بیشتری را تحمل کند.
مقاومت pvd چقدر هست؟
اگر از آن دسته افرادی هستید که به ماندگاری لوازم خود اهمیت می دهید و دوست دارید لوازم خریداری شده از نظر کیفیت ساختار مناسبی داشته باشند و به مرور زمان تغییر شکل ندهند، بدون شک از وسایل و لوازمی که روکش دار هستند استفاده کنید. با روش PVD انتخاب بسیار خوبی است. همچنین بدانید که روکش PVD برای افزایش دوام قطعات صنعتی نیز بسیار مفید است.
در ایران پرطرفدارترین رنگ های pvd طلایی، رزگلد و دودی هستند که هرکدام به فرآیندی با زمان سرب متغیر نیاز دارند. اطمینان حاصل کنید که هرگز از آماده سازی Mannet Safe، Vitex و غیره استفاده نکنید. برای تمیز کردن سطوح pvd و فقط از شیشه نمک با پارچه نرم استفاده کنید.
نکته نهایی در مورد بهترین رنگ برای آبکاری| معرفی بهترین رنگ شیرآلات|تهران|ایران
پوشش PVD در خلاء یکی از رایج ترین روش هایی است که در حال حاضر با توجه به پیشرفت تکنولوژی به دلیل افزایش مقاومت و استحکام اجسام در برابر سایش مورد استفاده قرار می گیرد. کارایی این روش شگفت انگیز است تا جایی که در عصر جدید از روکش وکیوم در اکثر لوازم خانگی و دکورهای منزل استفاده می شود و از محبوبیت بالایی برخوردار است.
از روکش های تزئینی که با این مدل تبخیر حرارتی ایجاد می شود که دارای رنگ های جذاب و متفاوتی می باشد که قابلیت اجرا بر روی سطوح مختلف مانند شیرآلات، یراق آلات، رینگ ها، سرامیک ها و پارکت ها، لوازم خانگی و تزئینات و… را دارد. زیبایی آن بسیار خیره کننده و ماندگاری رنگ آن بالاست. یکی دیگر از ویژگی های پوشش حرارتی ضد اسید و ضد خش بودن آن است.
اولین و بزرگترین مرکز خدمات آبکاری خلا یا پی وی دی